Mannlose Fertigung & doppelte Kapazität
Sandvik Coromant ist 1970 eine Partnerschaft mit Teenees aus Trondheim eingegangen, um die sogenannten Silent Tools herzustellen. Ausgestattet mit einem Dämpfungssystem minimiert das einzigartige Werkzeug- und Adaptersortiment Vibrationen auch bei langen Werkzeugauskragungen.

2008 hat Sandvik Coromant den Partner übernommen und diese Produktsparte kontinuierlich weiterentwickelt. Mit 105 Fachkräften und einem modernen Maschinenpark gewährleistet der Werkzeughersteller, dass Kunden aus aller Welt und allen Branchen vom Standardprodukt bis zur Sonderentwicklung erstklassige Lösungen erhalten. Seit 2001 setzt Sandvik Coromant Trondheim dabei auch auf oftmals automatisierte CNC-Technologie von DMG MORI. Nach dem anfänglichen Einsatz von Gantry-Lösungen installierte DMG MORI 2020 eine NZX 1500 erstmals mit Roboter-Handling. 2023 folgte eine hochgradig automatisierte NTX 3000. Die Fertigungslösung erlaubt eine hochflexible Produktion unterschiedlichster CAPTO-Werkzeugkörper.
In Trondheim fertigen wir 450 Standardprodukte und zehn Prozent unseres Geschäfts sind kundenspezifische Werkzeuglösungen“, so Steinar Løkken, Manager Technical Operations bei Sandvik Coromant Trondheim, über den Umfang der Produktion. Ein Kerngeschäft seien dabei die Silent Tools. Im Inneren dieser Dreh-, Fräs- und Bohrwerkzeuge befindet sich ein voreingestelltes Dämpfungssystem, bestehend aus einem schweren Dämpfungskörper, der durch zwei Kunststoffringe, gestützt wird. Bei auftretenden Schwingungen wird die kinetische Energie durch das Dämpfungssystem absorbiert. Dies minimiert Vibrationen, verbessert die Oberflächengüte und steigert die Produktivität. Bei auftretenden Schwingungen wird die kinetische Energie durch das Dämpfungssystem absorbiert. Dies minimiert Vibrationen, verbessert die Oberflächengüte und steigert die Produktivität.
Dank Automationslösungen seit über 20 Jahren wettbewerbsfähig

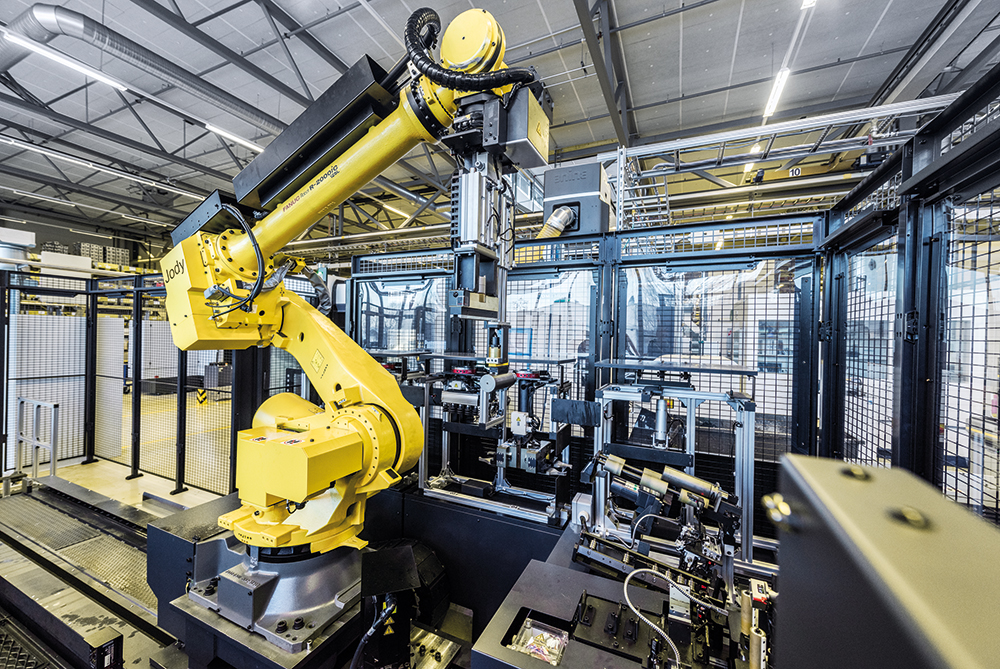
Sandvik Coromant arbeitet kontinuierlich daran, die Kosteneffizienz zu verbessern. Das gilt auch für die Herstellung der hochwertigen Werkzeuge wirtschaftlich herzustellen, erklärt Steinar Løkken: „Deshalb nutzen wir bereits seit über 20 Jahren automatisierte Fertigungslösungen.“ Norwegen sei ein typisches Hochlohnland, wo sich Automation wirklich bezahlt mache. „Gantry-Systeme und Roboter erhöhen außerdem die Bauteilqualität, weil manuelles Handling entfällt.“ Angesichts kleiner bis mittlerer Losgrößen und einer Vielzahl an Produktvarianten ist die Flexibilität in der Fertigung eine weitere Herausforderung. Für Kristoffer Bjørnstad, Process Development Engineer bei Sandvik Coromant Trondheim, spielen Roboterlösungen deshalb eine große Rolle. „Die NZX 1500 hat uns überzeugt, diesen Weg weiter zu gehen.“ Die Automationslösung wird über ein Förderband mit Rohteilen beladen. Der Roboter erkennt über eine Kamera die Position und übernimmt das Be- sowie Entladen der Maschine.
NTX 3000 mit kundenindividueller Automationslösung

Mit der Automationslösung rund um die NTX 3000 hat Sandvik Coromant Trondheim ein neues Level der mannlosen Fertigung erreicht. „Wir hatten das Ziel, unsere Kapazitäten zu verdoppeln, und gleichzeitig eine breite Palette an CAPTO-Werkzeugkörpern zu bearbeiten“, erinnert sich Steinar Løkken an den Beginn der Konzeption. DMG MORI war in der Lage, alle Anforderungen umzusetzen. Die Anlage verfügt über drei Beladestationen, in denen jeweils eine Europalette mit vorbearbeiteten Rohteilen Platz findet und gleichzeitig die fertigen Teile abgelegt werden. Der Roboter entnimmt die Rohteile mit einem Magnetgreifer, positioniert sie neu, um eine Schutzkappe zu entfernen. Anschließend wird jedes Teil zunächst in einer Waschstation gereinigt, ehe es in einer weiteren Station zentriert wird. Für das Be- und Entladen der Werkzeugkörper nutzt der Roboter einen von vier unterschiedlichen Greifern – Capto C3 und C4, C5 und C6, C8 sowie einen Magnetgreifer für die Rohteilhandhabung. Zusätzlich kommt ein Vakuumgreifer zum Einsatz, der die hölzernen Zwischenböden der Rohteilpaletten entfernt.
Verdopplung der Fertigungskapazität
„Das Handling erfolgt jederzeit schnell genug, dass nach der Bearbeitung eines Werkzeugkörpers nahtlos der nächste eingewechselt werden kann“, erklärt Kristoffer Bjørnstad. „Wir können bis zu 150 Rohteile unterschiedlicher Größe ohne menschliches Zutun bearbeiten, was bei Bearbeitungszeiten von bis zu 15 Minuten eine hohe Auslastung, bis maximal über vier Schichten ermöglicht – und das mannlos, mit doppelter Ausbringung.“
Prozessintegration: Präzise Dreh-Fräsbearbeitung inklusive In-Prozess-Messen
Dank ihres großen Arbeitsraums kann Sandvik Coromant Trondheim auf der NTX 3000 problemlos Werkzeugkörper mit Durchmessern von ø 16 mm bis ø 80 mm bearbeiten. Die längsten Werkzeugkörper kommen auf 561 mm.

Ein Reitstock sowie eine Lünette auf dem unteren Revolver sorgen für die nötige Stabilität, während der gleichzeitige Einsatz von Werkzeugen auf dem unteren Revolver und der Frässpindel zur hohen Produktivität beitragen. Dank der Dreh-Frässpindel erfolgt die komplette Bearbeitung auf nur einer Maschine. Die Integration von Prozessen rund um die Fertigung hat DMG MORI auch beim Messen umgesetzt. Die Genauigkeit der ausgedrehten Werkzeugkörper liegt im Hundertstelbereich und ist eine Voraussetzung für die Montage der Dämpfungssysteme. „Wir nutzen bei jedem Werkstück eine In-Prozess-Messung“, so Kristoffer Bjørnstad. „Unser Messaufwand außerhalb der Maschine reduziert sich damit auf gelegentliche Stichproben.“ Zudem kann durch die In-Prozess Messung auch eine automatische Kompensation der Maschine erfolgen.
Langjährige Partnerschaft mit DMG MORI als Win-Win Situation
„Automationslösungen wie diese helfen uns einerseits, wirtschaftlicher zu arbeiten und wettbewerbsfähig zu bleiben“, resümiert Steinar Løkken. Andererseits seien sie auch ein Mittel, um nachhaltiger zu werden. Hier verfolgt Sandvik ehrgeizige Ziele. „Uns geht es darum, möglichst ressourcenschonend zu fertigen und unsere Produktion möglichst effizient auszulasten.“ DMG MORI habe dies ebenfalls im Blick. Die langjährige Zusammenarbeit mit dem Werkzeugmaschinenhersteller sieht er als gewinnbringend für beide Seiten, weil derart komplexe Fertigungslösungen immer auch einen Lerneffekt haben: „Davon möchten wir auch bei künftigen Investitionen in neue Automationslösungen profitieren.“
Revolutionary Manufacturing Solutions: Robotic Handling and Automation | Sandvik Coromant (Norway)








Sandvik Coromant Trondheim
Ranheimsvegen 127
7053 Trondheim, Norway
www.sandvik.coromant.com
Kontaktieren Sie unseren Ansprechpartner zu allen Themen rund um die DMG MORI Presse.