

NTX 2500
6-Seiten-Komplettbearbeitung mit der 122 Nm Turn & Mill Spindel compactMASTER
Highlights

Hohe Produktivität
- Großer Arbeitsraum durch die Turn & Mill Spindel compactMASTER mit 350 mm Länge erhöht die Produktivität
- Hohe Flexibilität durch X-Achsen-Verfahrweg von 672mm (-125 - +550 mm) und Y-Achse von 300mm (±150 mm)
- Y-Achsen-Verfahrweg von ±40 mm am Revolver 2 erhöht den Bearbeitungsbereich
5-Achs-Simultanbearbeitung
- Direct Drive Motor (DDM) in der B-Achse für die 5-Achs-Simultanbearbeitung komplexer Werkstücke
- 6-Seitenbearbeitung ist dank einer Spindel 2 möglich
Hohe Präzision
- Kühlmittelzirkulation im Spindelmotor und bei Kugelrollspindeln kontrolliert die thermische Verschiebung und erhöht dadurch die Bearbeitungsgenauigkeit
Stromeinsparung
- Energieeinsparung durch diverse Einstellungen und Visualisierung der energieeinsparenden Wirkung
")




Steuerung & Software
Erleben Sie die Geschwindigkeit der digitalen Transformation (DX)
Revolutionieren Sie Ihre Arbeitsabläufe, erschließen Sie neue Möglichkeiten, steigern Sie Effizienz und fördern Sie Nachhaltigkeit durch Reduzierung des Stromverbrauchs – und verschaffen Sie sich gleichzeitig einen starken Wettbewerbsvorteil.

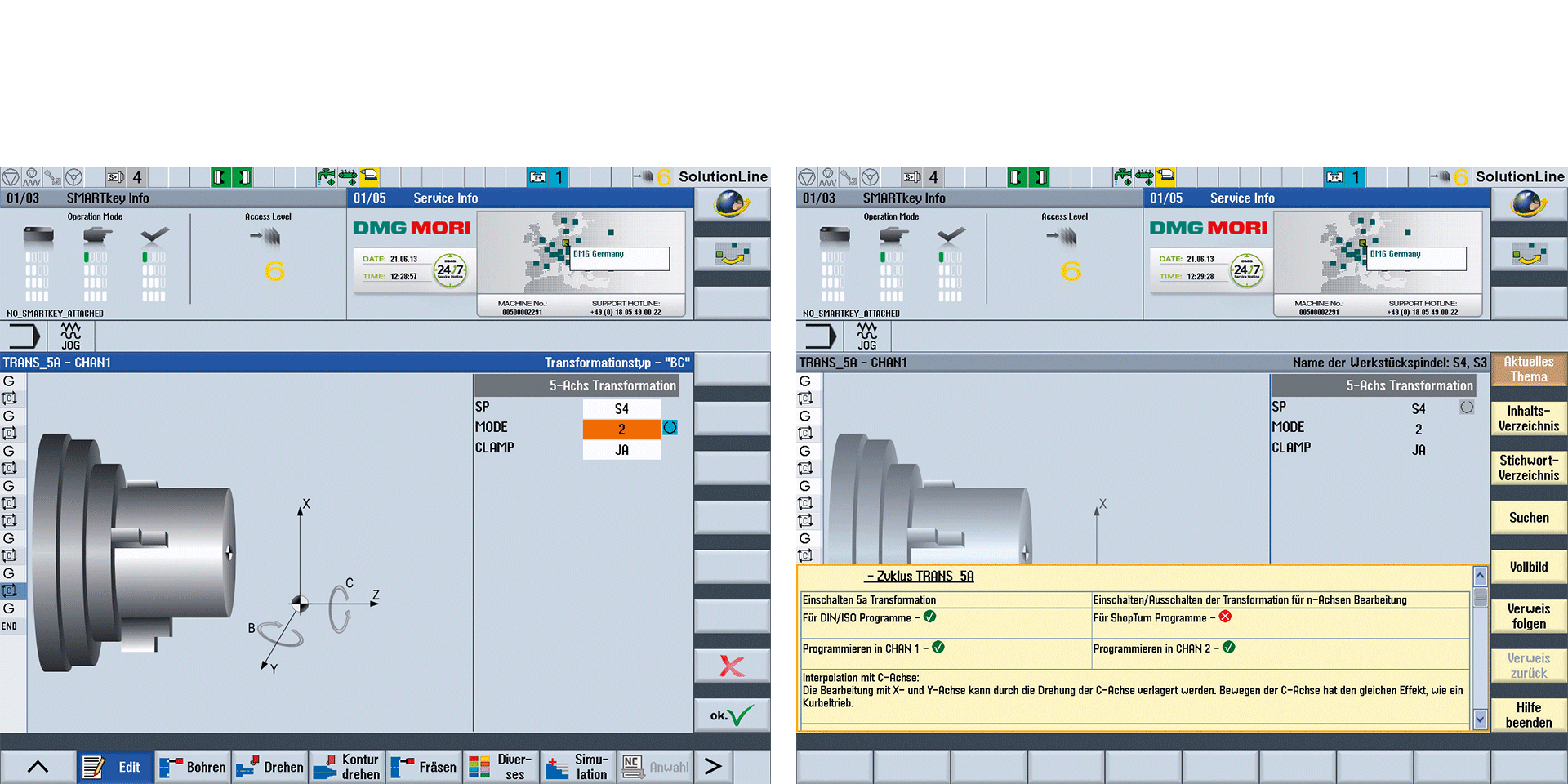
- DMG MORI-spezifische Benutzeroberfläche, optimiert für vertikale Bildschirmausrichtung
- Vollständig anpassbare flexible Anzeige mit bis zu 10 Fenstern und Anordnung in Fenstersätzen
- 3D-Kollisionskontrolle und Bearbeitungssimulation
- Umfassende Bearbeitungszyklen
- Werkzeug-Management-System

- DMG MORI spezifische Benutzeroberfläche
- Umfangreiche Bearbeitungszyklen
- Flexible Darstellung durch 6-Fenster-Darstellung und Anordnung in Fenstersätzen
- 3D-Kollisionskontrolle und Bearbeitungssimulation
- Umfangreiche Bearbeitungszyklen
- Werkzeug-Management-System

- DMG MORI spezifische Benutzeroberfläche
- Umfangreiche Bearbeitungszyklen
- Flexible Darstellung durch 6-Fenster-Darstellung und Anordnung in Fenstersätzen
- 3D-Kollisionskontrolle und Bearbeitungssimulation
- Umfangreiche Bearbeitungszyklen
- Werkzeug-Management-System

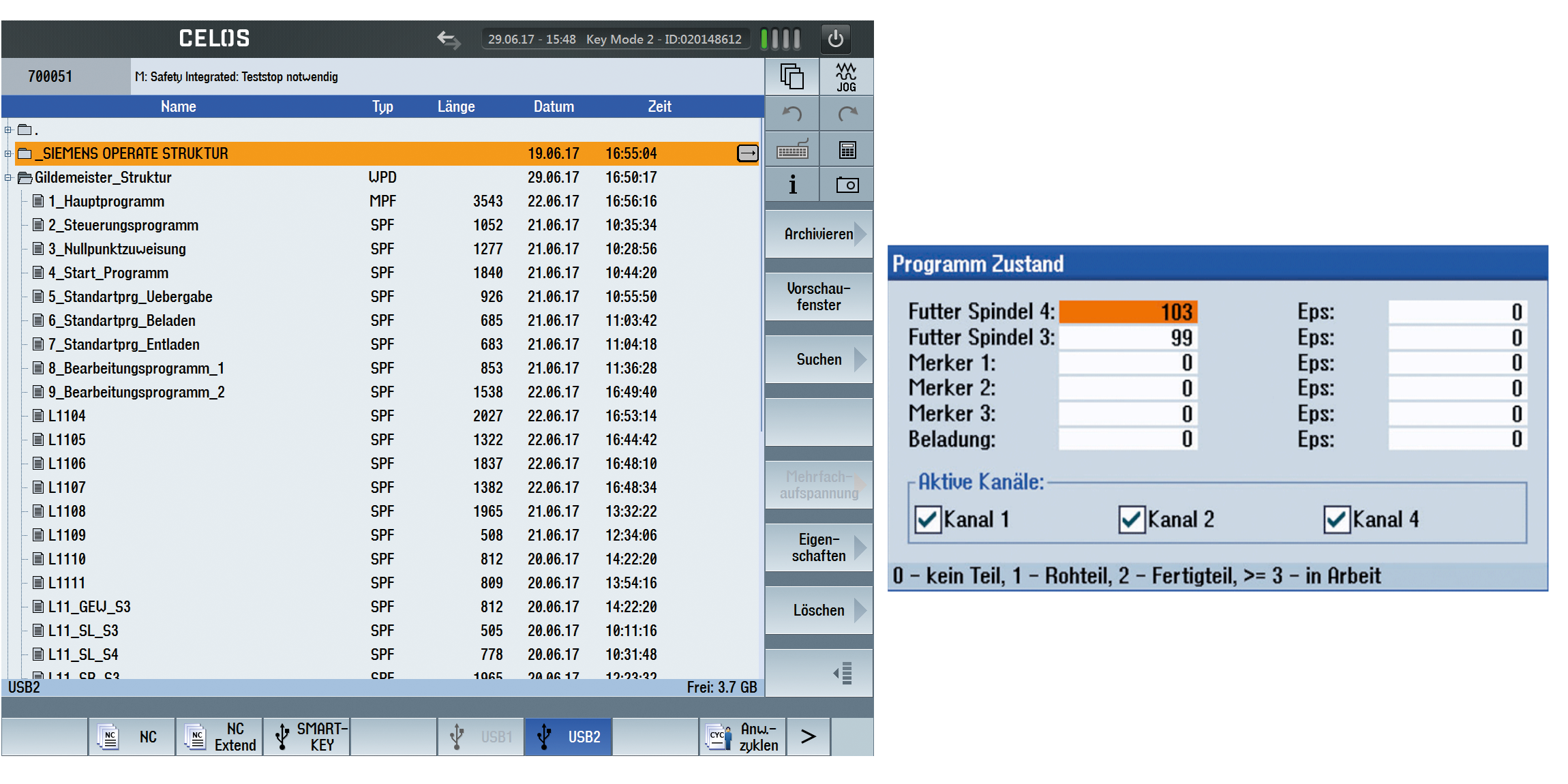
- In Kombination mit der Gildemeister- Strukturprogrammierung ein sicheres und schnelles Neustarten des Bearbeitungsprogramms nach einer Unterbrechung
- Einfache Programm-Bedienung insbesondere bei mehreren Spindeln oder Werkzeugträgern
- Anzeige des Bearbeitungsstatus des Werkstücks
- Darstellung des detaillierten Teilezustands auf der Steuerung
- Eingabe von Markern automatisch durch die GILDEMEISTER- Programmierung.
- Sicherer Wiedereinstieg ins Programm auf Knopfdruck, statt Suchen
- Strukturierte Vorgehensweise mit über 20 Standardprogrammen und über 200 Ablaufvarianten inkl. Automatisierung (Stangenbearbeitung, Roboter / Portal-Beladung, …)
- Darstellung des Programmzustandes mit zusätzlichen Markierungen (EPS) für das Unterprogramm.

- Gerade und schräge Außen- oder Innenstirnräder und Keilwellenverzahnungen
- Pfeil-Verzahnung mit Zahnversatz an Dreh-Fräsmaschinen*
- Ballige Verzahnung durch mathematische Transformation der 6. virtuellen Achse* an TC-Maschinen
*an CTX TC mit Gegenspindel
- Innenverzahnung ohne Winkelkopf möglich.
- kurze Bearbeitungszeiten, 10 x schneller als stoßen.
- Synchronisation und Werkzeugweg vom Zyklus gesteuert

- Perfekte Kombination für 6-Seiten-Komplettbearbeitung und Reitstockfunktion
- Automatisches Be- und Entladen der Reitstockspitze in das Futter der Haupt- oder Gegenspindel über die Frässpindel und über den Revolver
- Abstützung von langen und schlanken Werkstücken in der Hauptspindel durch synchron laufende Gegenspindelspitze
- Bauteilgenauigkeit durch den automatischen Wechsel ohne die Tür zu öffnen (Wärmegang konstant)
- Erhöhte Bearbeitungssicherheit durch Positions- Verriegelung des Drehspindelstocks mit der Spitze


- Kreisförmige Bewegung der Werkzeugschneide, wobei die Orientierung der Schneide immer auf das Zentrum des Kreises gerichtet ist
- Möglich für Außen- und Innenbearbeitung
- Synchronisation und Werkzeugweg vom Zyklus gesteuert
- NEU: in der Version 2.0 komplexe Drehkonturen möglich (zur Zeit nur an der DMU 50 verfügbar, weitere Maschinentypen folgen) Kundennutzen
- Einfache Herstellung von Dichtflächen, die nicht gefräst werden dürfen
- Komplette Bauteilbearbeitung in einer Aufspannung möglich
- Reduzierte Investitionskosten für Werkzeuge



Einsatz insbesondere für Mehrkanalmaschinen zur Zeitanalyse des Fertigungsprozesses und als Basis für die Taktzeitoptimierung
Individuelles Heranzoomen an kleinste Details und Verschieben entlang der Zeitachse zur Zyklusoptimierung
- Histogramm bis zur Dreikanälen
- Liefert die Basis zur Taktzeitoptimierung durch die grafische Visualisierung
- Speichern / Laden der aufgezeichneten Daten um einzelne Optimierungsschritte zu vergleichen

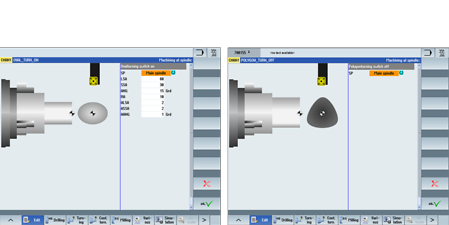
- Einfache Bearbeitung von unrunden Bauteilen durch Drehen
- Intuitive Benutzeroberfläche für Polygon- oder Oval-Drehen
- Herstellung der benötigten Geometrien mit einfachen Möglichkeiten der Feinkorrekturen
- Feinkorrektur der Geometrie Parameter (lange / kurze Halbachse und Lagewinkel)
- Bearbeitung an Haupt- oder Gegenspindel kombinierbar

Produktive Komplettbearbeitung
Kostengünstige Verzahnung auf Standardmaschinen mit Standardwerkzeugen
Flexibel für unterschiedliche Verzahnungen
Qualitätsprüfung im Prozess
- Programmerstellung auf Basis von Rohteilzeichnungen und Verzahnungsdaten
- Rotatorische Ausrichtung nach Wärmebehandlung
- Schnittstelle für Koordinatenmessgerät (Klingenberg, Leitz, Zeiss)


Freiformflächen durch 5-Achs-Interpolation an der Haupt- und Gegenspindel
Drehen und Fräsen mit interpolierender B-Achse
Programmierung der 5-Achs-Bewegungen über kundenseitiges CAD / CAM System
Look-ahead-Funktion für einen kontinuierlichen Prozess
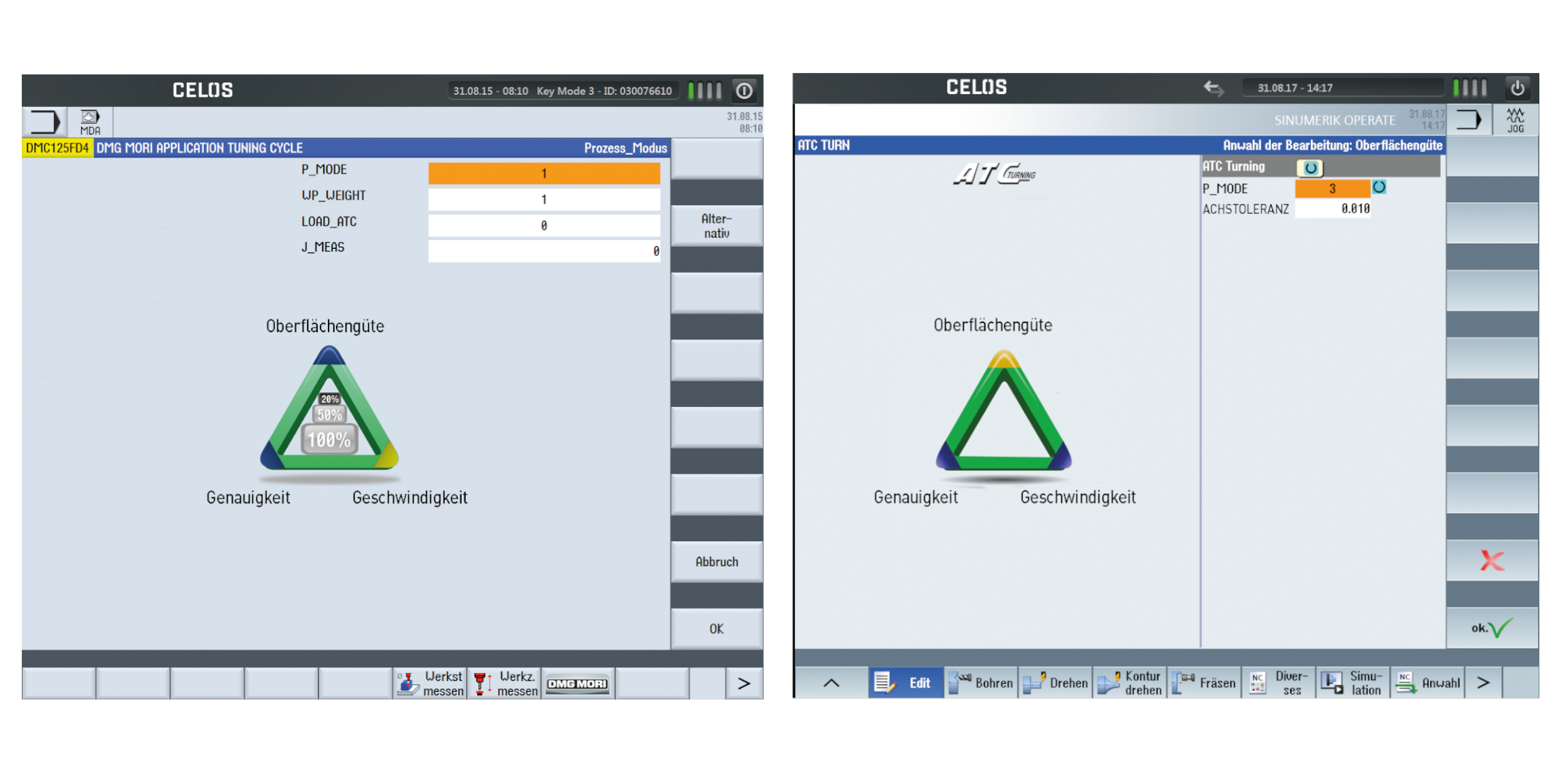
Hohe Oberflächengüte und Übergänge in Kombination mit der Thermokompensation
Maschinen auf Halbtoleranz kalibriert (auf xx µm)

- Oszillierende Bewegung der Vorschubsachse führt zur Luftschnitten, die zur effektiven Zerkleinerung der Späne führt
- Für Außenlängsdrehen von Innen und Außendurchmessern, Plandrehen, Bohren und Einstechen*
- Integrierte Sicherheitsfunktion prüft die Plausibilität der Parametereingaben
* Bei schrägen Flächen ergibt sich eine Stufenmuster, da der Vorschub nur in einer Achse gleichzeitig oszilliert werden kann.
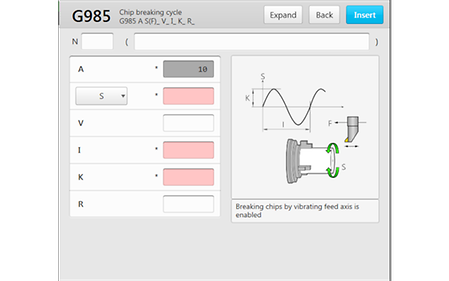
- Die Spanlänge kann praktisch durch den Zyklus bestimmt werden und ist Materialübergreifend
- Keine Prozessunterbrechung mehr, da Späneknäuel vermieden werden
- Einfachste Einstellung an der HMI bei einer hohen Bedienungssicherheit


- Bearbeitung auch an Maschinen ohne Y-Achse
- Hochproduktiv ohne Fräsen der einzelnen Flächen
- Dialoggeführte Programmierung durch den Technologiezyklus
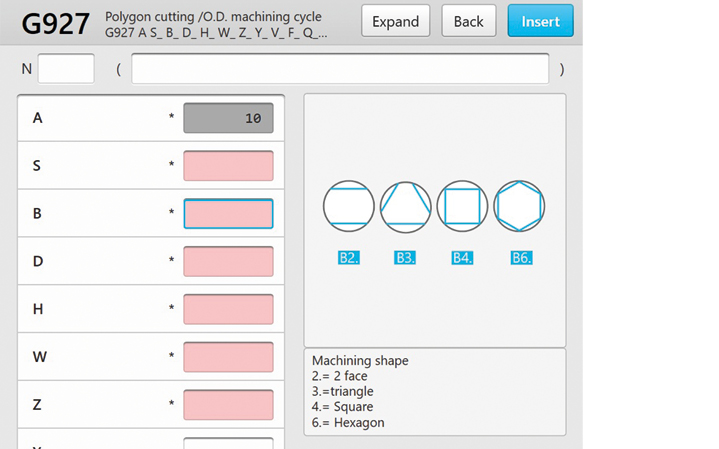
- Produktivität insbesondere bei kleinen Bauteilen
- Anfasen im selben Prozess möglich
- Einfache und schnelle Programmierung minimiert Fehler

- Herstellung von hochpräzisen ovalen und polygonalen Geometrien mittels Schleifen* – Toleranzklasse IT5
- Einfache parametrische Definition der Polygone auf Basis der DIN 32711
- Die perfekte Ergänzung zu Polygon- / Oval-Drehen
* Bestellbar als Erweiterung des Schleifpakets
- NEU: Fertigungsperspektiven für innovative Verbesserungen am Bauteil – z. B. selbstzentrierende, formschlüssige Wellen-Nabe-Verbindungen
- Lageorientierte Herstellung von unrunden Geometrien durch die Vorteile der 6-Seiten-Komplettbearbeitung (alles in einer Aufspannung)


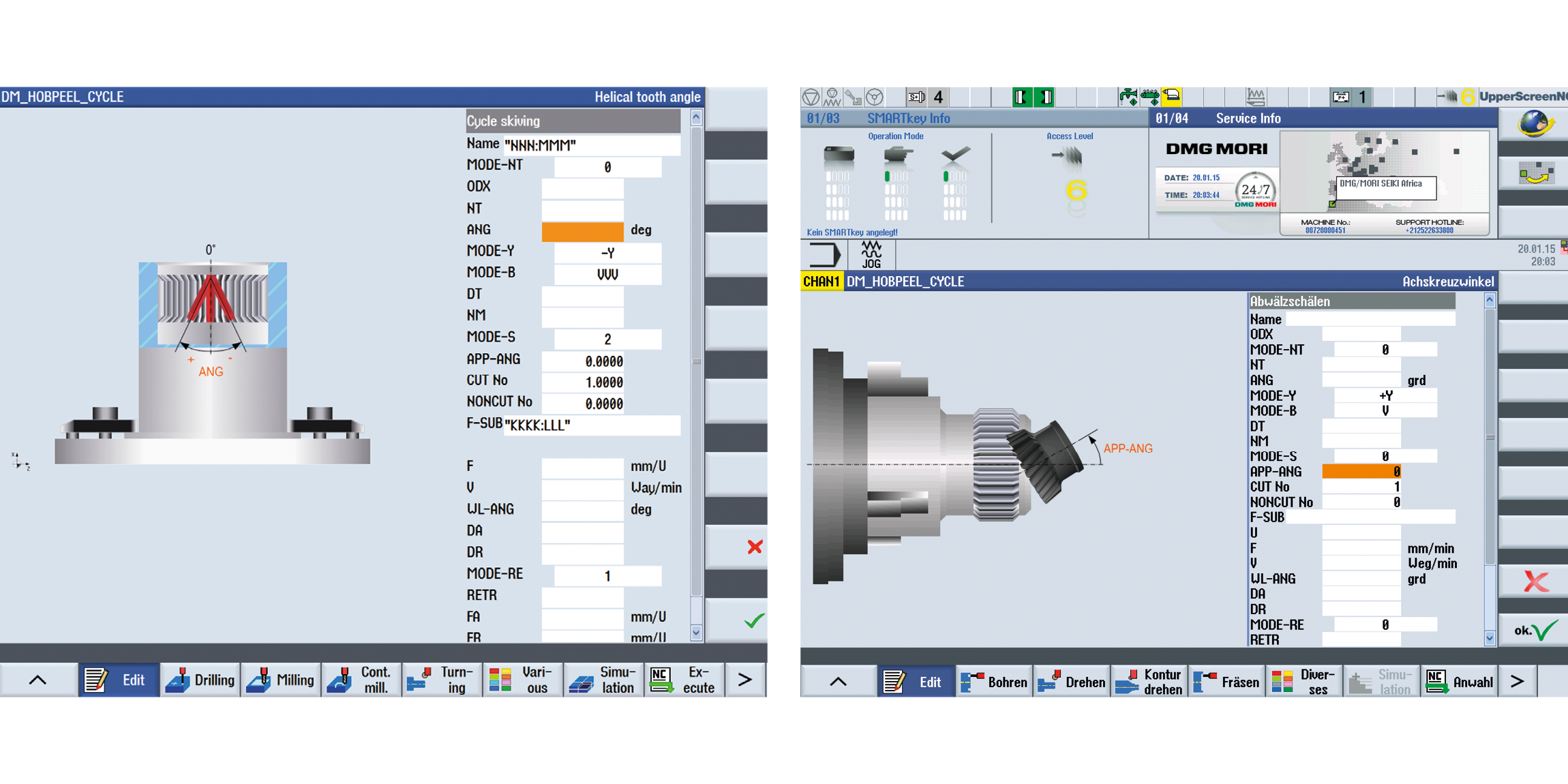
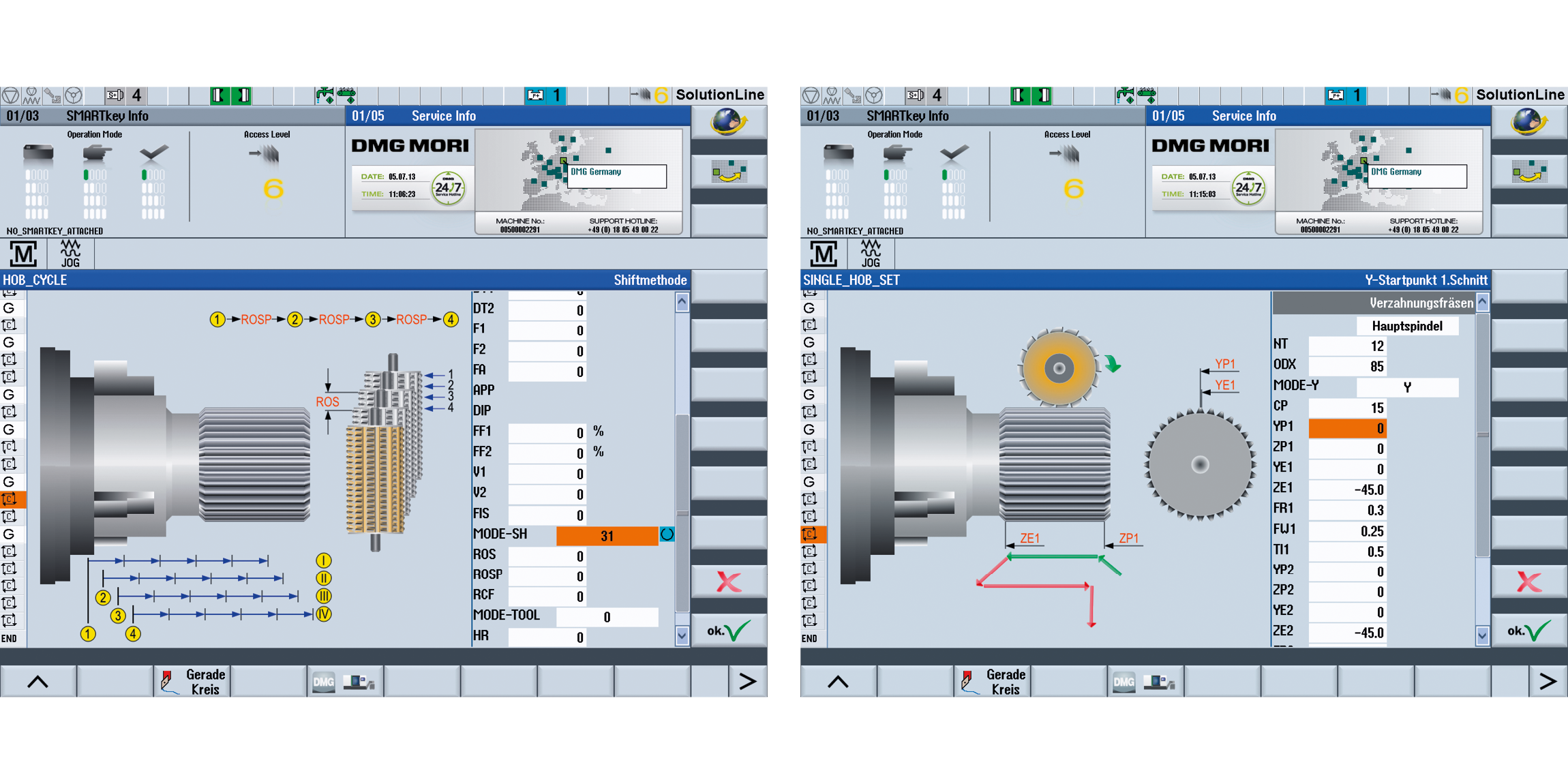
- Programmierung der Verzahnungsparameter über Dialogeingabe
- Gerad-, Schräg-, Bogenverzahnung und Schneckenräder möglich
- Wälzfräser und Scheibenfräser einsetzbar
- Maximierung der Werkzeugstandzeiten durch „Shiften“ des Fräsers
- Erreichbare Qualität ≤ DIN 7
- Zahnprofilmodifikationen einfach beherrschbar
- Einsatz nachgeschliffener Werkzeuge berücksichtigen
- Fehlervermeidung durch Monitoring (z. B. falscher Achskreuzwinkel oder falsche Drehzahl, bzw. Drehrichtung)

- Überlagerung der Drehbewegung durch zusätzliche X- und Y-Hübe
- Anwendbar für Dreh- und Fräsbearbeitung
- Exzentrische Geometrien einfach herstellbar
- Exakte Achskopplung und Synchronisation im Hintergrund


Auf Knopfdruck fahren die X- und Y-Achsen im manuellen Betrieb auf die positiven Endpositionen für die Außenbearbeitung
Ideal, um den Arbeitsraum für das Einrichten vorzubereiten, alternativ auch als Rettungsfunktion

- Einfache Bedienung beim Einrichten von mehrkanaligen Maschinen
- Schnelle Reaktionsmöglichkeit bei der Außenbearbeitung als Rettungsfunktion

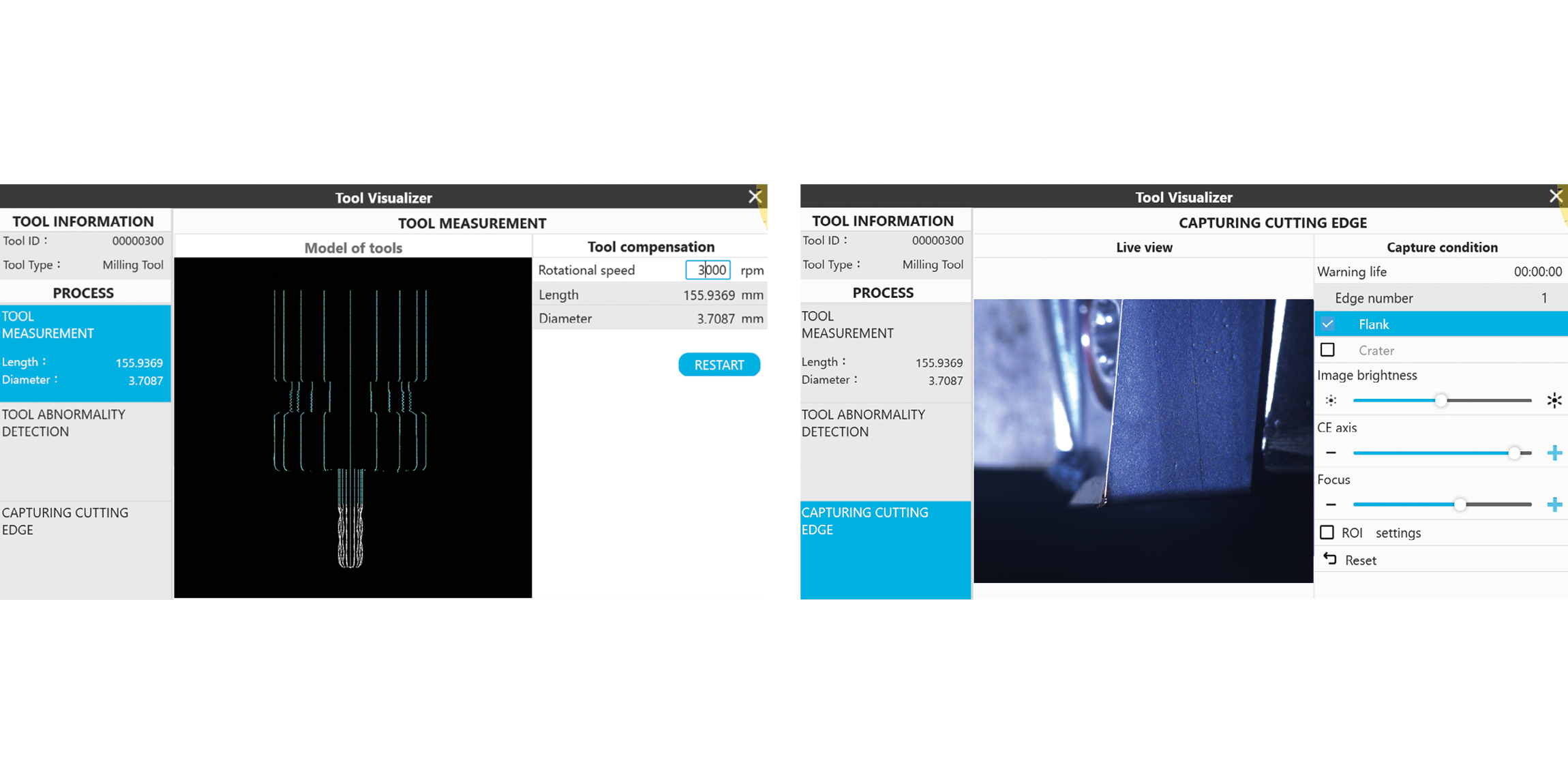
- Berührungslose Messung mit dem integrierten und geschützten Kamerasystem
- Automatische Messung der Werkzeuge
- Unterstützung bei der Feinkorrektur der Werkzeugmaße
- 3D-Visualisierung der gemessenen Werkzeuge
- Erkennung von Werkzeugverschleiß
- Zeitersparnis durch das voll integrierte Messsystem
- Automatische Werkzeugkorrektur durch Offset-Daten möglich
- Hochauflösendes Kamerabild zur Erkennung von Werkzeugschaden und Verschleiß, ohne das Werkzeug entnehmen zu müssen

- Lösungen für den sicheren Prozess und für den effizienten Einsatz von wichtigen Bearbeitungsschritten
- Anwendungen: Kegelreinigung, Werkzeugdatenüberwachung, sichere Rückzugsbewegung, Gewindebohren, Tieflochbohren, Außengewinde- und Zapfenfräsen, Innengewinde- und Kreisfräsen, Rückwärtssenkzyklus
- 12 gespeicherte Bearbeitungsstrategien für Abspanen, Tieflochbohren, Taschenfräsen, …*
- Laufzeitoptimierung durch individuelle Anwendung
- Sicheres Freifahren nach Programmabbruch
- Werkzeugdaten Überwachung


- Restunwucht-basierte Berechnung der zulässigen Werkzeugdrehzahlgrenze in der HMI
- Durchgängige Überwachung und automatische Registrierung aller Grenzwertüberschreitungen während der Bearbeitung
- Exportfunktion aller registrierten Events in tabellarischer Form
- Hohe Transparenz und Sensibilität bez. Werkzeugwuchtens durch die einfache Bedienung
- Verbesserte Maßhaltigkeit, Oberflächengüte und reduzierter Werkzeugverschleiß durch konsequenten Einsatz gewuchteter Werkzeuge


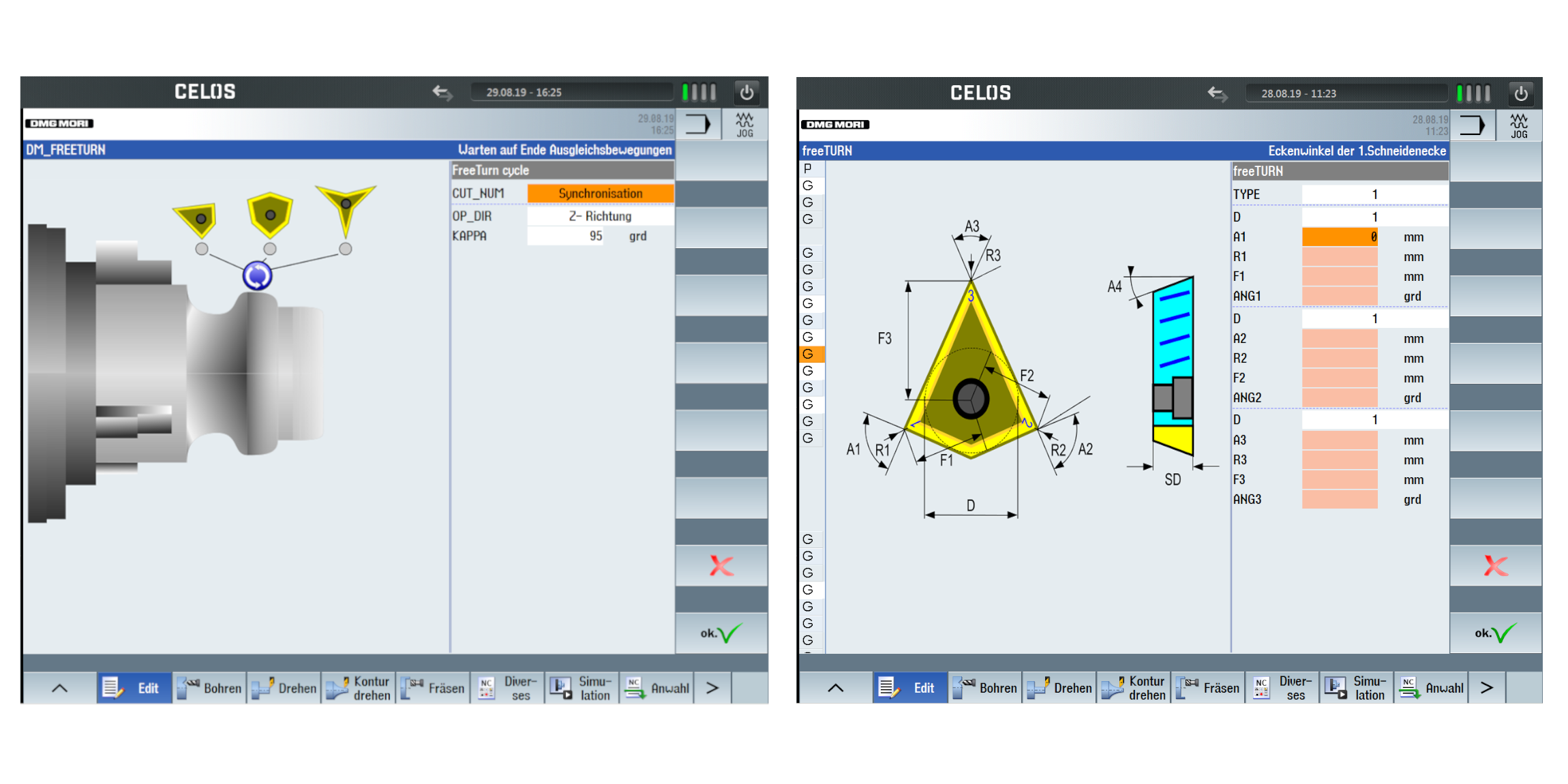
- Einfache Werkzeugdefinition mit integrierter Bibliothek der Wendeschneidplatten
- Gezielte Einstellung beliebiger Einstellwinkel der verfügbaren Schneiden
- Vereinfachte Integration der Werkzeuge im NC-Programm
- Möglichkeit der Einsparung von Werkzeugen und deren Wechselzeiten an TC-Maschinen beim Drehen
- Für Schruppen, Schlichten, Konturdrehen, Plan- und Längsdrehen mit optimiertem Kraftfluss für höherer Prozessstabilität

- Vermeidung von Schäden bei Werkzeugbruch oder Werkzeugüberbelastung
- Sensorlos mit automatisiertem Lernen von Lastgrenzen
- Für Drehen, Fräsen und Bohren (bis auf 3 mm Durchmesser)
- NEU: Benutzeroberfläche auf CELOS Side Screen
- NEU: Leistungsfähiger Algorithmus für effiziente Überwachung nach dem ersten Werkstück
- Protection Package: Perfekte Ergänzung zu MPC auf Drehmaschinen. Preisvorteil (ca. 40 %)
- Speichern der der Überwachungsgrenzen für jedes Werkzeug und jede Schneide im Programm


Drehen
Messung und Korrektur der Position von Dreh- und Schwenkachsen (C4, C3, B)
Durchhangkompensation möglich
Einsetzbar in Kombination mit Standardtaster vom Kunden (empf. Renishaw, Blum)
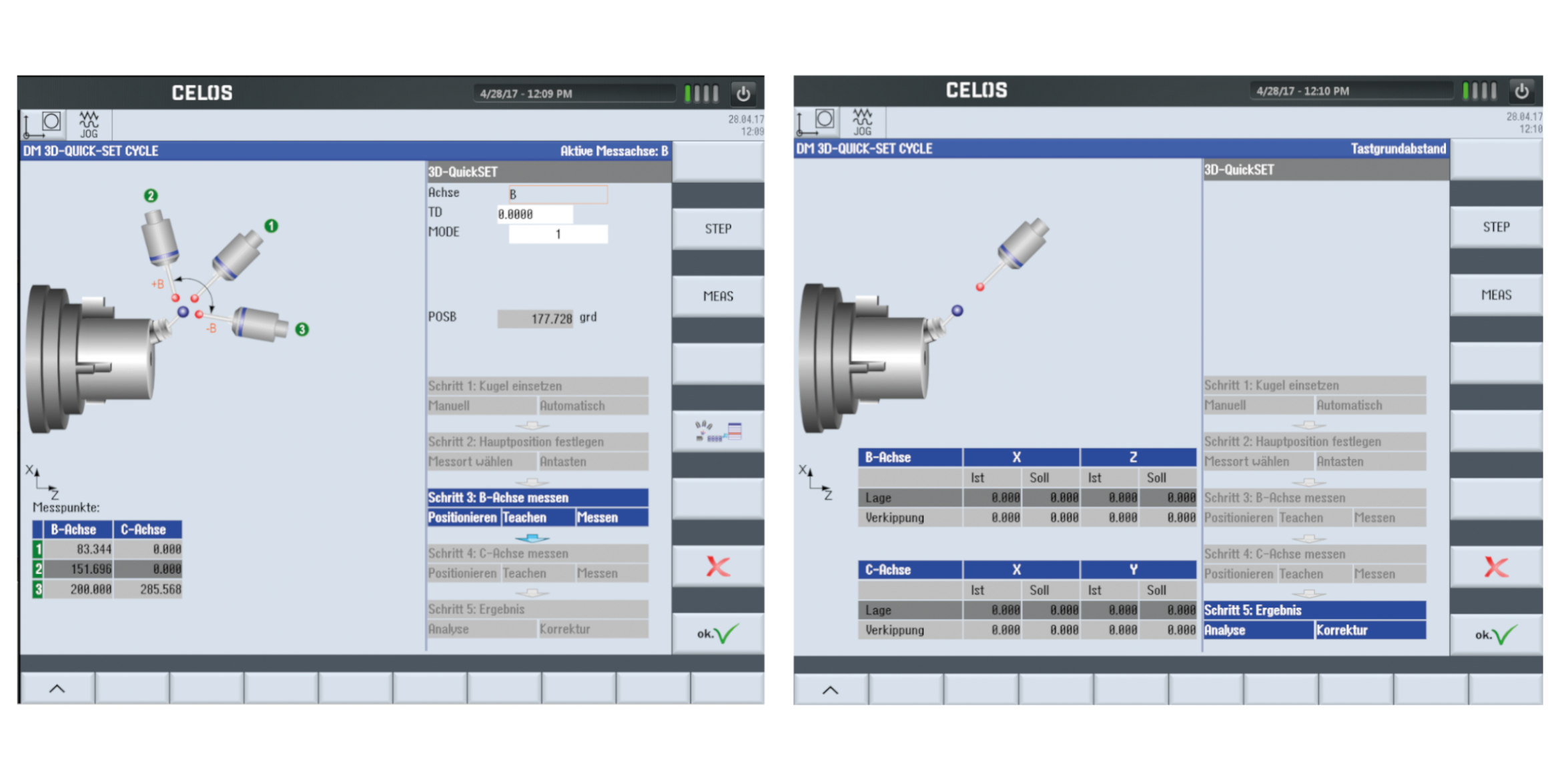
Fräsen
- Toolkit zur Überprüfung und Korrektur der kinematischen Genauigkeit von 4- und 5 Achs Maschinenkonfiguration
- Alle Kopfvarianten und Tischachsen
Zuverlässige Re-Kalibrierung der Maschine vor einer hochgenauen Bearbeitung
Durchgehende Dokumentation der Maschinengenauigkeit
Keine Fehlteile aufgrund von unbekannten Geometrieabweichung

- Periodische Rekalibrierung der Maschine mit durchgängiger Dokumentation
- Höchste kinematische Genauigkeit in Eigenregie


- Prozessorientiertes Anpassen der Vorschubgeschwindigkeit in Relation zur Tischbeladung von Fräsmaschinen
- Minimierung der Bearbeitungszeit bei Maximierung der relevanten Bauteilqualität
- NEU: Jetzt auch für CTX TC Verfügbar. Ideales Bearbeitungsergebnis bei höchster Maschinendynamik.*
*ohne Berücksichtigung von Futtergewicht und Bauteil
- Einfache Bedienung zur Einstellung der Maschinendynamik mit Antriebsparameter von DMG MORI
- Zeitersparnis beim Schruppen
- Hohe Oberflächengüte beim Schlichten

- On-Point Threading – Lageorientierte Gewindeerzeugung
- Freie Definition von Konturen, Steigungen und Gängen möglich
- Erstellung großer Bewegungs- bzw. Sondergewinde, die nicht über einfaches Gewinde-Strehlen gefertigt werden können
- Trapez, Säge und Rundgewinde einfach an der Maschine programmierbar
- Schneckenförderer mit beliebiger Profilgeometrien
- Kugelgewindemutter mit Querbohrungen einfach bestimmen


Highlights
- Herstellung von Profilen mit Hinterschnitten dank der hochauflösenden Profilaufteilung
- Einsatz von Standard- Werkzeughaltern für die rechte und linke Flankenbearbeitung
- Oberflächengüte bis zu RA 0,3 an CrNi-Legierungen

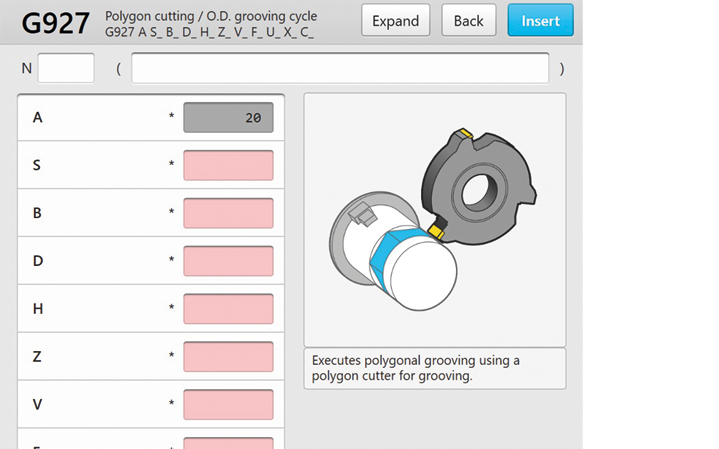
- Fräsen von ovalen und polygonalen Geometrien
- Bearbeitung von exzentrischen stirnseitigen Polygonen möglich
- Einfache Anwahl geeigneter Bearbeitungsstrategien
- Einfache parametrische Definition der Welle-Nabe Verbindung nach DIN 32711 and DIN 32712
- Ermögliche die Bearbeitung von kleinen Werkstücken oder welche aus langspanenden Materialen. Die Perfekte Ergänzung zum Polygon / Oval Drehen.


- Einfach bedienbar durch drei Parameter und ohne zusätzliche Sensorik
- Vermeidung von Vibrationen durch gezielte Anpassung der Drehzahl
- Anwendung für die Haupt- und Gegenspindel oder bei Fräsmaschinen mit FD-Tischen mit Direct Drive

- Kein manueller Eingriff des Bedieners
- Identische Wiederholbarkeit bei allen Bauteilen
- Erhöhte Prozesssicherheit bei speziellen Anwendung durch Vermeidung von Vibrationen
- z. B. beim Einsatz langer dünner Bohrer
- z. B. bei Frästeilen mit kritischer Aufspannung

Auf dem Revolver montierte mitlaufende Zentrierspitze
Daten der Zentrierspitze sind direkt im Werkzeugspeicher hinterlegt
Für feste und federnde Zentrierspitzen

- Einfache Bedienung zur Positionierung der Zentrierspitze
- Erhöhte Bearbeitungs- sicherheit durch Positions-Verriegelung des Revolvers
- Andrückkraft der Spitze ist variabel programmierbar und mit Überwachung

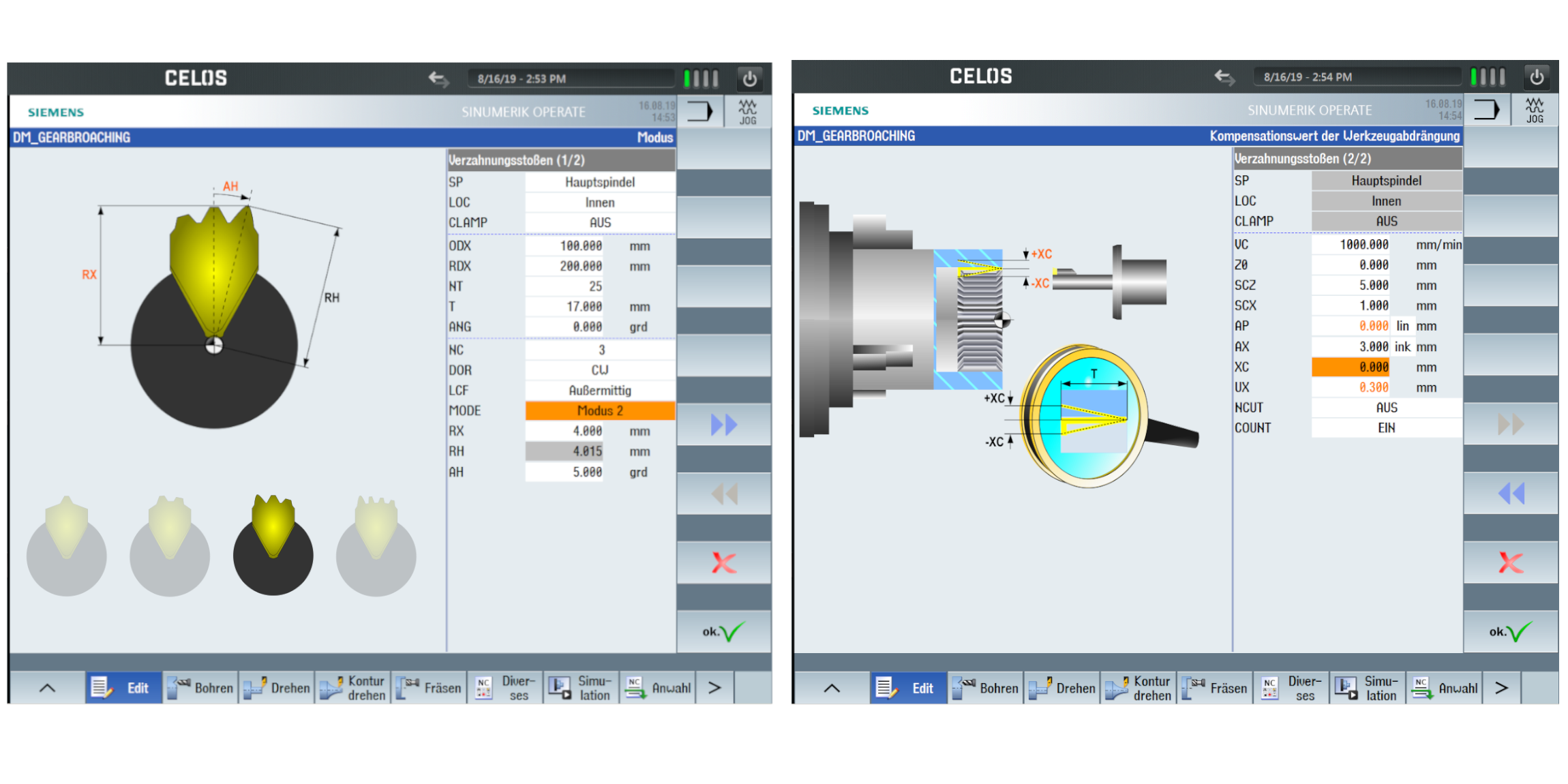
- Stoßen von Innen- und Außenverzahnungen mit dialoggeführter Programmierung
- Einzahn- bis Vierzahn-Stoßwerkzeuge mit klarer Werkzeugdefinition
- Kompensationsparameter für die Abdrängung des Werkzeughalters
- Schnelleres Einfahren der Technologie mit minimaler Fehlerquote
- Hohe Flexibilität bei der Einstellung der Bearbeitungsstrategie für beste Bauteilqualität
- Innen- und Außenverzahnung bis Modul 4*
* an CTX beta TC bis Modul 2 | an CTX gamma TC bis Modul 4 | abhängig vom Werkstück und Werkzeugausführung

- Integrierter Spannkraftrechner nach VDI 3306
- Intuitive Berechnung der minimal notwendigen und maximal erlaubten Spannkräfte auf Basis der eingesetzten Zerspanungsparameter
- Umfassendes Paket für Innen- und Außen-Spannen mit 3 bis 8 Backen beim Drehen, Fräsen sowie Bohren.
- Vermeidung von Bauteildeformation aufgrund unbewusst überhöhter Spannkraft
- Erhöhung der Spannsicherheit
- Schnelleres Rüsten und sicheres Spannen in Kombination mit iJAW (DMQP RÖHM)


- Hydraulisch betätigte Lünette zum Abstützen langer und schlanker Bauteile
- Erweiterung der Einsatzmöglichkeit bei mehrkanaligen Maschinen
- Der Zyklus ermöglicht sowohl das An- als auch Freifahren der Lünette

- Hydraulisch betätigte Lünette in der Werkzeugtabelle
- Erhöhte Bearbeitungssicherheit durch Positions- Verriegelung des Revolvers
- Lünettenposition fixieren, um Lage und Formtoleranzen einzuhalten bei Programmneustart

- Vibrationsüberwachung im Prozess
- Maschinenschnellabschaltung im Falle eines Crashs
- Manuelles Freifahren auch in geschwenkter Bearbeitungsebene
- NEU: Drehmomentüberwachung
- NEU: Empfohlen mit Protection Package für CTX TC Maschinen

- Vermeidung von Werkzeugbruch
- Erhöhung der Maschinenverfügbarkeit
- Schadensverringerung

- Effizienter Einsatz von mehrschneidigen Drehwerkzeugen mit mehr als einer Schneide auf Dreh-Fräs und Fräs-Drehmaschinen
- Mehrere „Schwesterwerkzeuge“ auf einem Grundträger
- Reduzierung von Werkzeugwechselzeiten
- Einsparung von Werkzeug- Magazinplätzen

Service & Training
Rundum-sorglos-Service und Trainings für Ihre Produktion
Profitieren Sie von unserem Full-Service-Angebot und praxisnahen Schulungen, die Ihre Maschinenleistung maximieren und Ausfallzeiten minimieren. Mit umfassenden Wartungspaketen, Original-Ersatzteilen und maßgeschneiderten Trainingsprogrammen bringen wir Ihre Produktion und Ihr Team auf das nächste Level.