
NLX 4000
Sorgfältige und dynamische Teilebearbeitung
Highlights

Hohe Steifigkeit
- Führungsbahn Flächenverhältnis (Vergleich mit konventionellen Maschine): 50% mehr (X-Achse) / 90% mehr (Z-Achse)
- Kugelgewindetriebe mit großem Durchmesser
- Der größte Spindel-Durchlass ihrer Klasse: 145 mm (Typ A) / 185 mm (Typ B)
Verbesserte Fräsleistung
- Maximale Fräsleistungen mit bis zu 100 Nm Drehmoment: 100 / 68 Nm (4 Minuten / konst.)
- BMT Revolver mit integriertem Antriebsmotor
Hohe Präzision
- Sorgfältig kontrollierte thermische Verschiebung: Kühlmittelkreislauf im Inneren der Gussteile (Typ 750)
- Positioniergenauigkeit (C-Achse): 6,8 Sek.
Stromeinsparung
- Energieeinsparung durch diverse Einstellungen
- und energieeinsparender Effekt
Anwendungsbeispiele
Steuerung & Software
Erleben Sie die Geschwindigkeit der digitalen Transformation (DX)
Revolutionieren Sie Ihre Arbeitsabläufe, erschließen Sie neue Möglichkeiten, steigern Sie Effizienz und fördern Sie Nachhaltigkeit durch Reduzierung des Stromverbrauchs – und verschaffen Sie sich gleichzeitig einen starken Wettbewerbsvorteil.

- DMG MORI-spezifische Benutzeroberfläche, optimiert für vertikale Bildschirmausrichtung
- Vollständig anpassbare flexible Anzeige mit bis zu 10 Fenstern und Anordnung in Fenstersätzen
- 3D-Kollisionskontrolle und Bearbeitungssimulation
- Umfassende Bearbeitungszyklen
- Werkzeug-Management-System

- DMG MORI spezifische Benutzeroberfläche
- Umfangreiche Bearbeitungszyklen
- Flexible Darstellung durch 6-Fenster-Darstellung und Anordnung in Fenstersätzen
- 3D-Kollisionskontrolle und Bearbeitungssimulation
- Umfangreiche Bearbeitungszyklen
- Werkzeug-Management-System

- DMG MORI spezifische Benutzeroberfläche
- Umfangreiche Bearbeitungszyklen
- Flexible Darstellung durch 6-Fenster-Darstellung und Anordnung in Fenstersätzen
- 3D-Kollisionskontrolle und Bearbeitungssimulation
- Umfangreiche Bearbeitungszyklen
- Werkzeug-Management-System

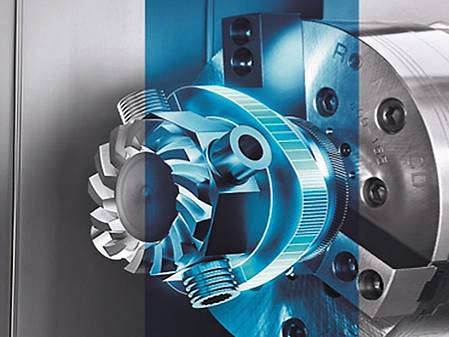
- Gerade und schräge Außen- oder Innenstirnräder und Keilwellenverzahnungen
- Pfeil-Verzahnung mit Zahnversatz an Dreh-Fräsmaschinen*
- Ballige Verzahnung durch mathematische Transformation der 6. virtuellen Achse* an TC-Maschinen
*an CTX TC mit Gegenspindel
- Innenverzahnung ohne Winkelkopf möglich.
- kurze Bearbeitungszeiten, 10 x schneller als stoßen.
- Synchronisation und Werkzeugweg vom Zyklus gesteuert

- Perfekte Kombination für 6-Seiten-Komplettbearbeitung und Reitstockfunktion
- Automatisches Be- und Entladen der Reitstockspitze in das Futter der Haupt- oder Gegenspindel über die Frässpindel und über den Revolver
- Abstützung von langen und schlanken Werkstücken in der Hauptspindel durch synchron laufende Gegenspindelspitze
- Bauteilgenauigkeit durch den automatischen Wechsel ohne die Tür zu öffnen (Wärmegang konstant)
- Erhöhte Bearbeitungssicherheit durch Positions- Verriegelung des Drehspindelstocks mit der Spitze

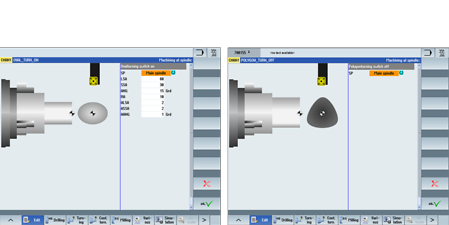
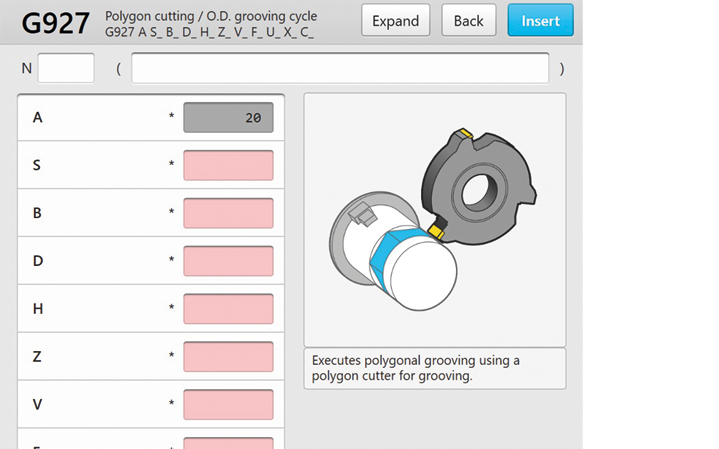
- Einfache Bearbeitung von unrunden Bauteilen durch Drehen
- Intuitive Benutzeroberfläche für Polygon- oder Oval-Drehen
- Herstellung der benötigten Geometrien mit einfachen Möglichkeiten der Feinkorrekturen
- Feinkorrektur der Geometrie Parameter (lange / kurze Halbachse und Lagewinkel)
- Bearbeitung an Haupt- oder Gegenspindel kombinierbar

Produktive Komplettbearbeitung
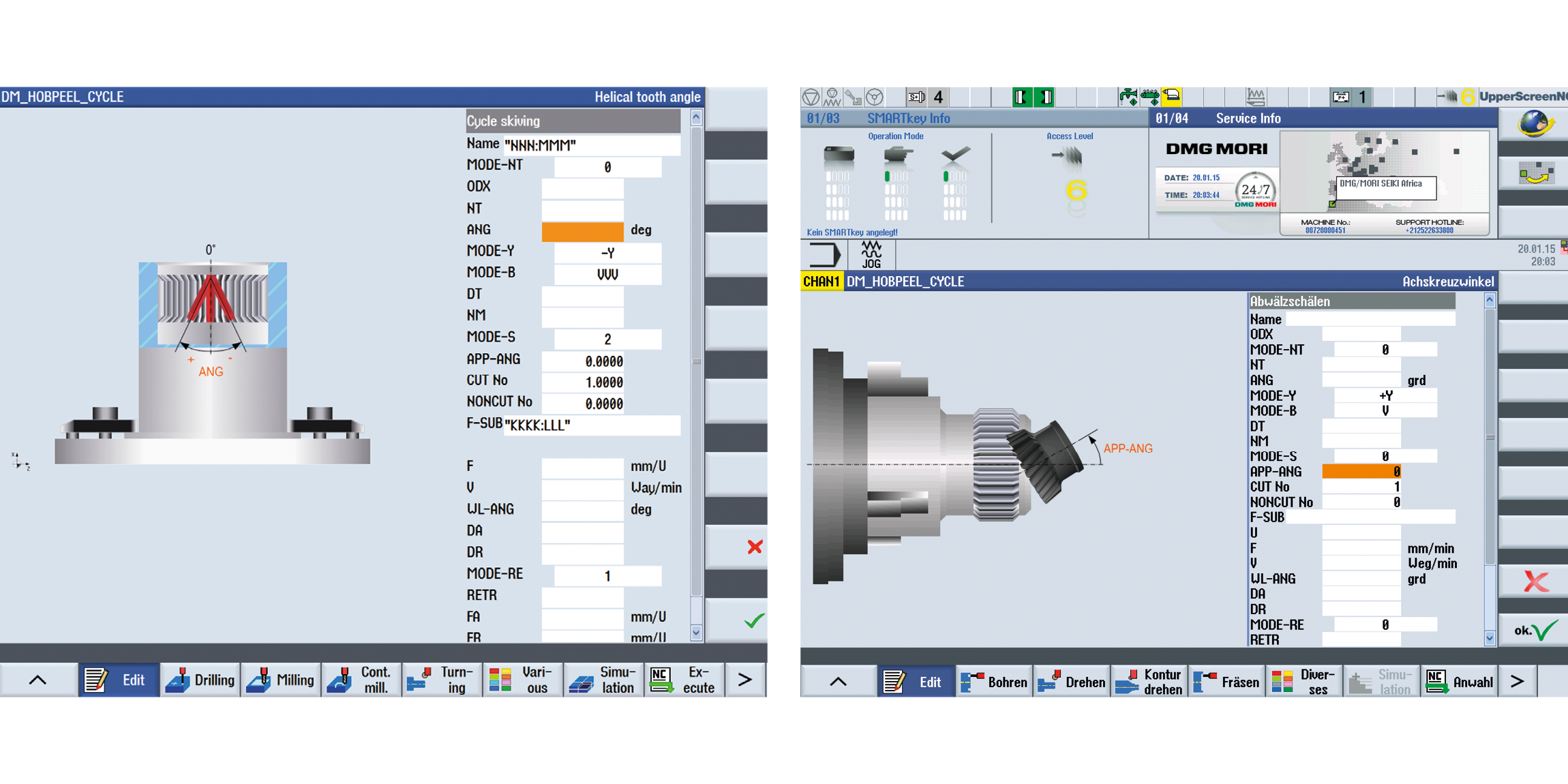
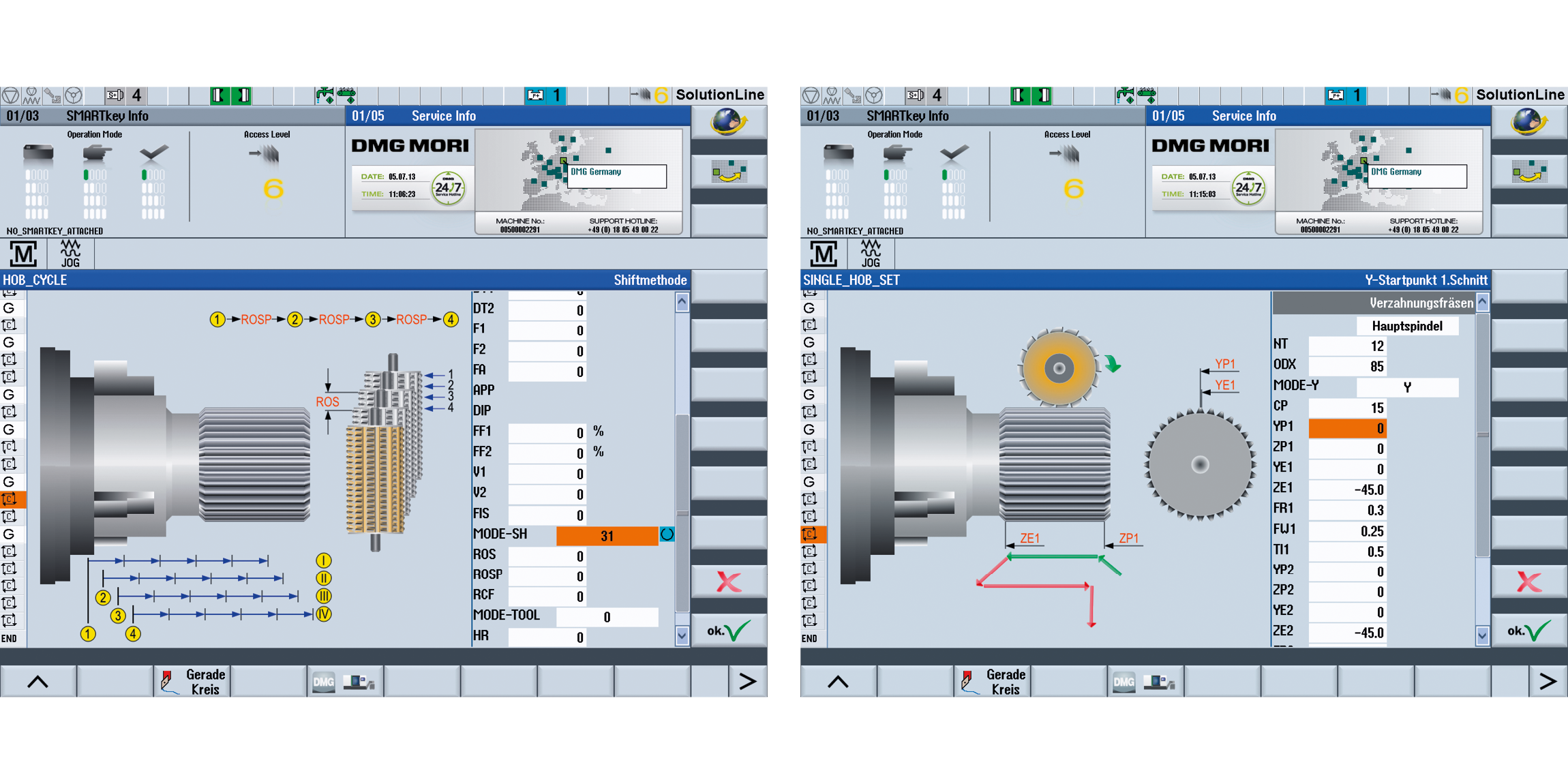
Kostengünstige Verzahnung auf Standardmaschinen mit Standardwerkzeugen
Flexibel für unterschiedliche Verzahnungen
Qualitätsprüfung im Prozess
- Programmerstellung auf Basis von Rohteilzeichnungen und Verzahnungsdaten
- Rotatorische Ausrichtung nach Wärmebehandlung
- Schnittstelle für Koordinatenmessgerät (Klingenberg, Leitz, Zeiss)


- Oszillierende Bewegung der Vorschubsachse führt zur Luftschnitten, die zur effektiven Zerkleinerung der Späne führt
- Für Außenlängsdrehen von Innen und Außendurchmessern, Plandrehen, Bohren und Einstechen*
- Integrierte Sicherheitsfunktion prüft die Plausibilität der Parametereingaben
* Bei schrägen Flächen ergibt sich eine Stufenmuster, da der Vorschub nur in einer Achse gleichzeitig oszilliert werden kann.
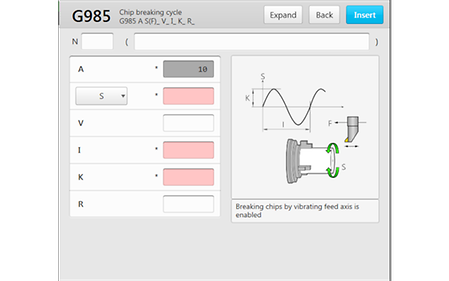
- Die Spanlänge kann praktisch durch den Zyklus bestimmt werden und ist Materialübergreifend
- Keine Prozessunterbrechung mehr, da Späneknäuel vermieden werden
- Einfachste Einstellung an der HMI bei einer hohen Bedienungssicherheit


- Bearbeitung auch an Maschinen ohne Y-Achse
- Hochproduktiv ohne Fräsen der einzelnen Flächen
- Dialoggeführte Programmierung durch den Technologiezyklus
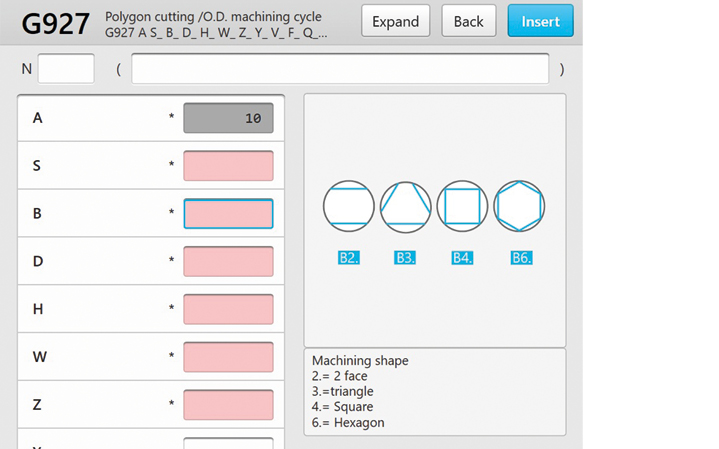
- Produktivität insbesondere bei kleinen Bauteilen
- Anfasen im selben Prozess möglich
- Einfache und schnelle Programmierung minimiert Fehler

- Programmierung der Verzahnungsparameter über Dialogeingabe
- Gerad-, Schräg-, Bogenverzahnung und Schneckenräder möglich
- Wälzfräser und Scheibenfräser einsetzbar
- Maximierung der Werkzeugstandzeiten durch „Shiften“ des Fräsers
- Erreichbare Qualität ≤ DIN 7
- Zahnprofilmodifikationen einfach beherrschbar
- Einsatz nachgeschliffener Werkzeuge berücksichtigen
- Fehlervermeidung durch Monitoring (z. B. falscher Achskreuzwinkel oder falsche Drehzahl, bzw. Drehrichtung)

- Überlagerung der Drehbewegung durch zusätzliche X- und Y-Hübe
- Anwendbar für Dreh- und Fräsbearbeitung
- Exzentrische Geometrien einfach herstellbar
- Exakte Achskopplung und Synchronisation im Hintergrund


Auf Knopfdruck fahren die X- und Y-Achsen im manuellen Betrieb auf die positiven Endpositionen für die Außenbearbeitung
Ideal, um den Arbeitsraum für das Einrichten vorzubereiten, alternativ auch als Rettungsfunktion

- Einfache Bedienung beim Einrichten von mehrkanaligen Maschinen
- Schnelle Reaktionsmöglichkeit bei der Außenbearbeitung als Rettungsfunktion

- Lösungen für den sicheren Prozess und für den effizienten Einsatz von wichtigen Bearbeitungsschritten
- Anwendungen: Kegelreinigung, Werkzeugdatenüberwachung, sichere Rückzugsbewegung, Gewindebohren, Tieflochbohren, Außengewinde- und Zapfenfräsen, Innengewinde- und Kreisfräsen, Rückwärtssenkzyklus
- 12 gespeicherte Bearbeitungsstrategien für Abspanen, Tieflochbohren, Taschenfräsen, …*
- Laufzeitoptimierung durch individuelle Anwendung
- Sicheres Freifahren nach Programmabbruch
- Werkzeugdaten Überwachung


- Vermeidung von Schäden bei Werkzeugbruch oder Werkzeugüberbelastung
- Sensorlos mit automatisiertem Lernen von Lastgrenzen
- Für Drehen, Fräsen und Bohren (bis auf 3 mm Durchmesser)
- NEU: Benutzeroberfläche auf CELOS Side Screen
- NEU: Leistungsfähiger Algorithmus für effiziente Überwachung nach dem ersten Werkstück
- Protection Package: Perfekte Ergänzung zu MPC auf Drehmaschinen. Preisvorteil (ca. 40 %)
- Speichern der der Überwachungsgrenzen für jedes Werkzeug und jede Schneide im Programm


- On-Point Threading – Lageorientierte Gewindeerzeugung
- Freie Definition von Konturen, Steigungen und Gängen möglich
- Erstellung großer Bewegungs- bzw. Sondergewinde, die nicht über einfaches Gewinde-Strehlen gefertigt werden können
- Trapez, Säge und Rundgewinde einfach an der Maschine programmierbar
- Schneckenförderer mit beliebiger Profilgeometrien
- Kugelgewindemutter mit Querbohrungen einfach bestimmen


Highlights
- Herstellung von Profilen mit Hinterschnitten dank der hochauflösenden Profilaufteilung
- Einsatz von Standard- Werkzeughaltern für die rechte und linke Flankenbearbeitung
- Oberflächengüte bis zu RA 0,3 an CrNi-Legierungen

- Einfach bedienbar durch drei Parameter und ohne zusätzliche Sensorik
- Vermeidung von Vibrationen durch gezielte Anpassung der Drehzahl
- Anwendung für die Haupt- und Gegenspindel oder bei Fräsmaschinen mit FD-Tischen mit Direct Drive

- Kein manueller Eingriff des Bedieners
- Identische Wiederholbarkeit bei allen Bauteilen
- Erhöhte Prozesssicherheit bei speziellen Anwendung durch Vermeidung von Vibrationen
- z. B. beim Einsatz langer dünner Bohrer
- z. B. bei Frästeilen mit kritischer Aufspannung

- Effizienter Einsatz von mehrschneidigen Drehwerkzeugen mit mehr als einer Schneide auf Dreh-Fräs und Fräs-Drehmaschinen
- Mehrere „Schwesterwerkzeuge“ auf einem Grundträger
- Reduzierung von Werkzeugwechselzeiten
- Einsparung von Werkzeug- Magazinplätzen

Service & Training
Rundum-sorglos-Service und Trainings für Ihre Produktion
Profitieren Sie von unserem Full-Service-Angebot und praxisnahen Schulungen, die Ihre Maschinenleistung maximieren und Ausfallzeiten minimieren. Mit umfassenden Wartungspaketen, Original-Ersatzteilen und maßgeschneiderten Trainingsprogrammen bringen wir Ihre Produktion und Ihr Team auf das nächste Level.